发布时间:2025-05-22 14: 58: 00
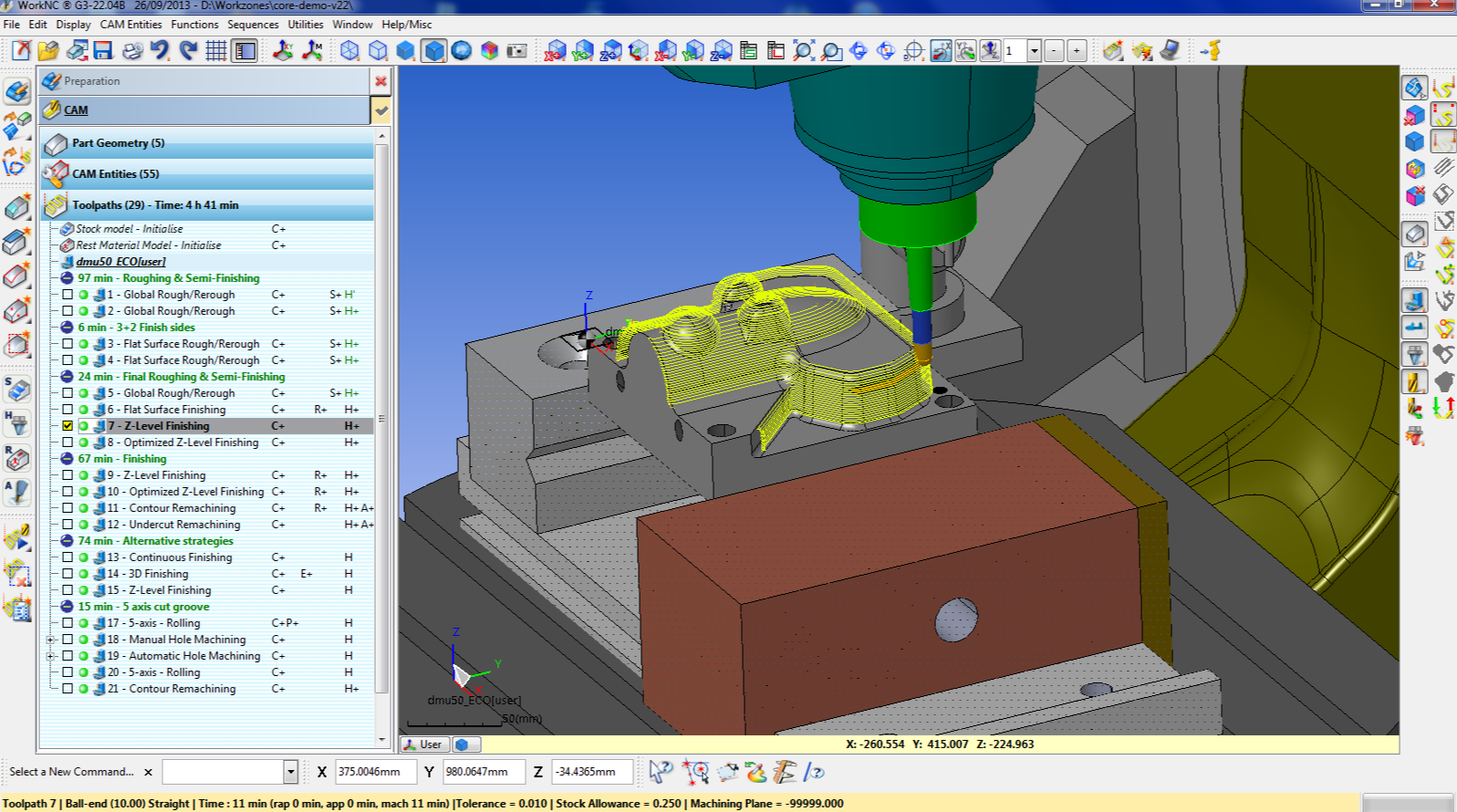
在模具加工领域中,随着工件结构越来越复杂,传统的三轴加工已经很难满足高效率和高精度的需求。为此,很多企业选择了具有3+2轴甚至5轴联动能力的CAM软件,比如WorkNC,以提高加工灵活性、改善加工质量。然而,实际使用中不少工程师仍然存在疑问:WorkNC如何设置3+2轴加工 WorkNC怎么优化5轴联动?针对这两个问题,本文将进行详细讲解,帮助大家轻松掌握。
一、WorkNC如何设置3+2轴加工
所谓的3+2轴加工,是指通过摆动刀轴至固定位置后再进行三轴加工。这样既可以扩大加工范围,又能保证工件的加工精度和效率。具体在WorkNC中进行3+2轴加工设置的流程如下:
1、建立准确的加工坐标系
在WorkNC中进行3+2轴加工前,第一步是建立合适的加工坐标系:
导入CAD模型后,使用“定义坐标系”功能明确加工原点;
设置Z轴朝向工件垂直方向,确保后续加工准确无误。
2、选择刀具路径策略
3+2轴加工一般使用“多面体加工”或“定位加工”策略:
在WorkNC加工策略中,选择【3+2定位加工】;
设定需要加工的多个加工方向(通常称为倾斜面);
确认刀轴方向,明确刀轴的倾斜角度。
3、定义刀轴角度
关键的刀轴定义步骤:
在加工策略设置窗口中,点击“刀轴方向”;
使用WorkNC的自动刀轴倾斜角度计算功能,或手动设置刀轴的具体摆动角度;
确保刀轴倾斜后不会与夹具、工件发生干涉,且加工视野清晰。
4、生成刀具路径并仿真验证
设置好参数后:
点击“生成刀路”,自动计算3+2轴加工路径;
路径生成完成后务必进行仿真验证,查看刀路是否合理;
检查刀具路径是否有干涉、过切或未加工区域,如发现异常则及时调整刀轴角度和路径策略。
以上步骤完成后,WorkNC即可高效地执行3+2轴定位加工,有效提升加工精度和效率。
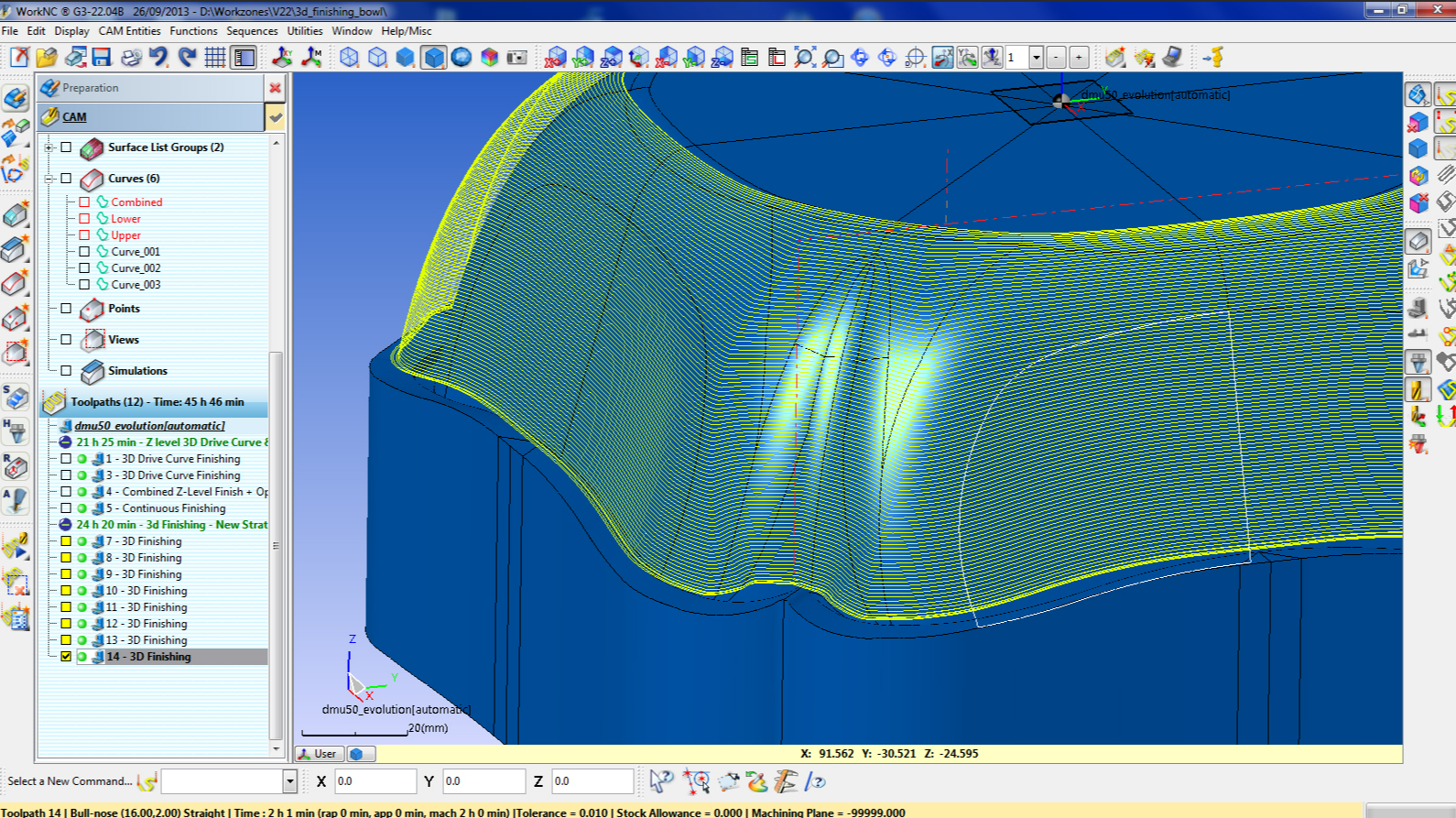
二、WorkNC怎么优化5轴联动
相对于3+2轴加工,5轴联动加工则具有更高的灵活性与复杂性。要实现高效稳定的5轴联动加工,必须进行优化设置。具体的优化流程包括以下几个方面:
1、精准刀轴控制策略
刀轴控制是5轴联动加工的核心优化要素:
在刀轴策略中优先选择“智能刀轴倾斜”或“光顺刀轴变化”选项,以实现刀具路径的平滑和稳定;
尽量避免刀轴大幅度急剧摆动,降低加工时产生的振动与误差;
当工件形状复杂时,适当增加刀轴过渡平滑度值。
2、合理的进退刀方式设置
进退刀方式极大影响5轴加工表面质量:
使用“螺旋进刀”或“倾斜进刀”方式逐步进给,减少刀具与工件的冲击;
避免直接垂直进刀,降低刀具磨损与断裂风险;
设置较长的缓冲距离,保证加工稳定性。
3、适当调整步距和切削深度
切削参数对5轴联动加工质量影响很大:
根据材料和工件硬度,适当调整步距(侧向步距)与轴向切削深度;
一般情况,较小步距虽然增加加工时间,但能明显提高表面光洁度;
根据实际情况,选择折中方案(如0.1~0.3mm的侧步距),既保证加工效率,又能确保表面质量。
4、优化刀路平滑性设置
刀路平滑性是5轴联动加工中容易被忽视的重要设置:
使用WorkNC中的“刀路平滑”选项来自动优化刀具轨迹;
增大“平滑系数”,减少尖锐转折,避免加工过程中的振动;
平滑设置后,务必通过仿真功能验证加工路径是否符合预期。
三、WorkNC 3+2轴与5轴联动加工注意事项
实际生产加工中,掌握基本设置后,还需注意以下几点,以避免可能出现的问题:
1、防止刀具与夹具干涉
无论3+2轴还是5轴加工,都需仔细检查刀具轨迹,确认刀具摆动角度不会与夹具或其他装置干涉,确保加工安全可靠。
2、注意机床运动范围
加工策略设置时,要充分考虑实际机床的运动范围(角度、空间尺寸限制),避免超过机床运动极限导致意外情况。
3、刀具路径仿真与优化
所有设置完毕后,一定要进行路径仿真检查,并根据实际情况进一步优化加工参数,以减少加工风险和提高加工质量。
总结
综上所述,WorkNC如何设置3+2轴加工 WorkNC怎么优化5轴联动关键在于准确的刀轴控制、细致的参数调整以及全面的仿真验证。希望本文提供的详细步骤和注意事项,能够帮助大家更好地发挥WorkNC的强大加工功能,轻松实现高质量、高效率的模具加工。
展开阅读全文
︾
读者也喜欢这些内容:
WorkNC刀路策略怎么设置 WorkNC刀路过切问题怎么检查
在模具、型腔,还有那些复杂曲面被加工的时候,操作者是经常会碰到WorkNC刀路策略要怎么去设置,还有刀路过切了又要怎么去检查这些问题的,WorkNC这个软件它被做出来,是要去用在2轴到5轴CNC编程这些事情上的,很多的时候都是被拿来加工模具、冲模还有工装这一类的复杂曲面,或者是实体模型,但是刀路策略这东西,不是说操作者随便去选好一个模板就算完事了,粗加工、二次开粗、半精加工、精加工、清角还有残料加工,这些个步骤全都是要拿去和毛坯、刀具、机床的行程,还有夹具的空间给对应起来的,策略要是没有被选对的话,后面就很容易会跑出来空刀、该加工的地方被漏掉、刀柄发生干涉、局部过切,或者是NC输出变得不稳定这样的情况。...
阅读全文 >
WorkNC怎么导入STEP模型 WorkNC导入模型后坐标方向怎么调整
做加工准备时,很多人卡在两步:STEP模型导进来不是缺面就是单位不对,导入后坐标方向又和机床基准对不上,结果选面、选刀路方向、设零点都别扭。下面按“先把STEP导入稳定,再把UCS基准定准”的顺序,把常用入口和排查动作写清楚,避免反复重导、反复旋转还越调越乱。...
阅读全文 >
WorkNC五轴3+2刻曲面线教程编程 WorkNC五轴加工中心后处理程序
在当前模具加工和复杂曲面零件制造行业中,五轴加工技术成为提升精度与效率的关键利器。作为主流编程软件之一,WorkNC凭借其对五轴3+2加工策略的出色支持,成为众多工程师首选。而“WorkNC五轴3+2刻曲面线教程编程,WorkNC五轴加工中心后处理程序”不仅是实操中的热点问题,也关乎编程设置是否精准、后处理输出是否合规。下面将针对这两个核心内容展开深入讲解,助力使用者全面掌握五轴编程要领。...
阅读全文 >
WorkNC后处理五轴能连接吗 WorkNC后处理后没有程序
在模具加工和复杂零件制造领域,五轴联动的高效加工能力日益重要。而WorkNC作为一款功能强大的数控编程软件,其后处理模块能否顺利支持五轴机床联接,并在处理后正确生成可执行的NC程序,是影响工厂自动化落地效率的关键因素。围绕“WorkNC后处理五轴能连接吗,WorkNC后处理后没有程序”这一主题,本文将进行详细解析帮助使用者全面提升对WorkNC的掌握程度。...
阅读全文 >


