发布时间:2025-06-27 09: 00: 00
在实际的模具加工中,许多编程人员在使用WorkNC生成数控程序时,会发现一个常见问题:“WorkNC程序编号怎么没有刀长?”这个问题看似是一个格式上的小瑕疵,背后却牵涉到程序输出设置、刀具管理逻辑以及模具加工流程的完整性。同时,对于新手来说,“如何用WorkNC进行模具编程”更是一个系统性的问题,需要从建模、设定刀路、加工模拟、输出程序、后处理等多个方面入手。本文将围绕这两个问题展开,带你一步步梳理清楚WorkNC在模具编程中的全流程技巧,并延伸讲解如何解决实际中遇到的程序参数缺失、路径中断、后处理异常等问题。
一、WorkNC程序编号怎么没有刀长
在WorkNC中,生成的NC程序编号(如T1、T2等)是根据刀具库中所选刀具顺序自动生成的,但有时候在输出的G代码中却找不到刀长信息,或者刀具长度设置为空值,这主要有以下几个可能原因:
1.刀具信息未正确绑定刀长参数
(1)在刀具库中,如果没有为刀具输入长度(Length)字段,WorkNC默认不会在后处理中自动插入刀长指令(如G43H01)。解决方法是:打开“刀具管理器”,找到对应的刀具
(2)确保“总长”字段与“有效刃长”字段都有正确数据
(3)并确保启用了“输出刀具补偿”的勾选项
2.后处理模板未配置输出刀长变量
(1)即使刀具设定正确,但后处理模板(Postprocessor)没有调用输出刀长指令变量,那么生成的G代码中也不会包含刀具长度。解决方案是:打开Postprocessor管理器,检查G43指令段
(2)确保调用了刀长变量(如H#)并插入到换刀段中
(3)如果使用自定义变量(如TOOL_LENGTH),要在模板中声明
3.加工策略未启用刀补相关选项
(1)WorkNC的刀路策略中,一些加工类型如“表面精加工”或“底面精加工”,默认关闭了刀具补偿选项(CutterCompensation)。你需要手动启用:在路径生成前,进入该策略参数设置
(2)在“刀具路径”下拉菜单里启用“启用刀补”
(3)设置为“G43”或“刀长补偿启用”模式,确保机床执行时能正确加载刀长值
4.使用了局部路径或多段合并造成信息丢失
在一些多路径合并导出过程中,如果导出顺序不当或分段处理未启用完整信息继承,也会导致个别段落缺失刀长参数。建议检查刀路是否正确合并,并在导出前再次验证刀具切换段是否生成。
二、如何用WorkNC进行模具编程
WorkNC在模具加工编程领域表现突出,尤其在复杂型腔、曲面、侧壁、凹槽等非标几何结构处理上具有良好优势。以下是一个典型的模具编程完整流程:
1.导入三维模型
(1)WorkNC支持多种CAD格式,如.STEP、.IGES、.CATPart等。在导入模型时应检查:模型是否闭合无缝隙
(2)体积结构是否包含多块体,是否需要合并
(3)模型坐标是否归正,避免因方向错误导致路径反转
2.创建加工坐标与零点定位
在“坐标系管理器”中设定零件原点(例如设定在模具左下角底面),并定义机床坐标轴方向,以便生成的刀路与机床逻辑一致。
3.建立工艺规划(工序流程图)
(1)根据模具结构划分粗加工、半精加工、精加工、补加工等工序,如:粗加工:使用大刀具快速去除余量
(2)半精加工:修整过渡区域、优化坡面
(3)精加工:高精度小步距覆盖模具功能面
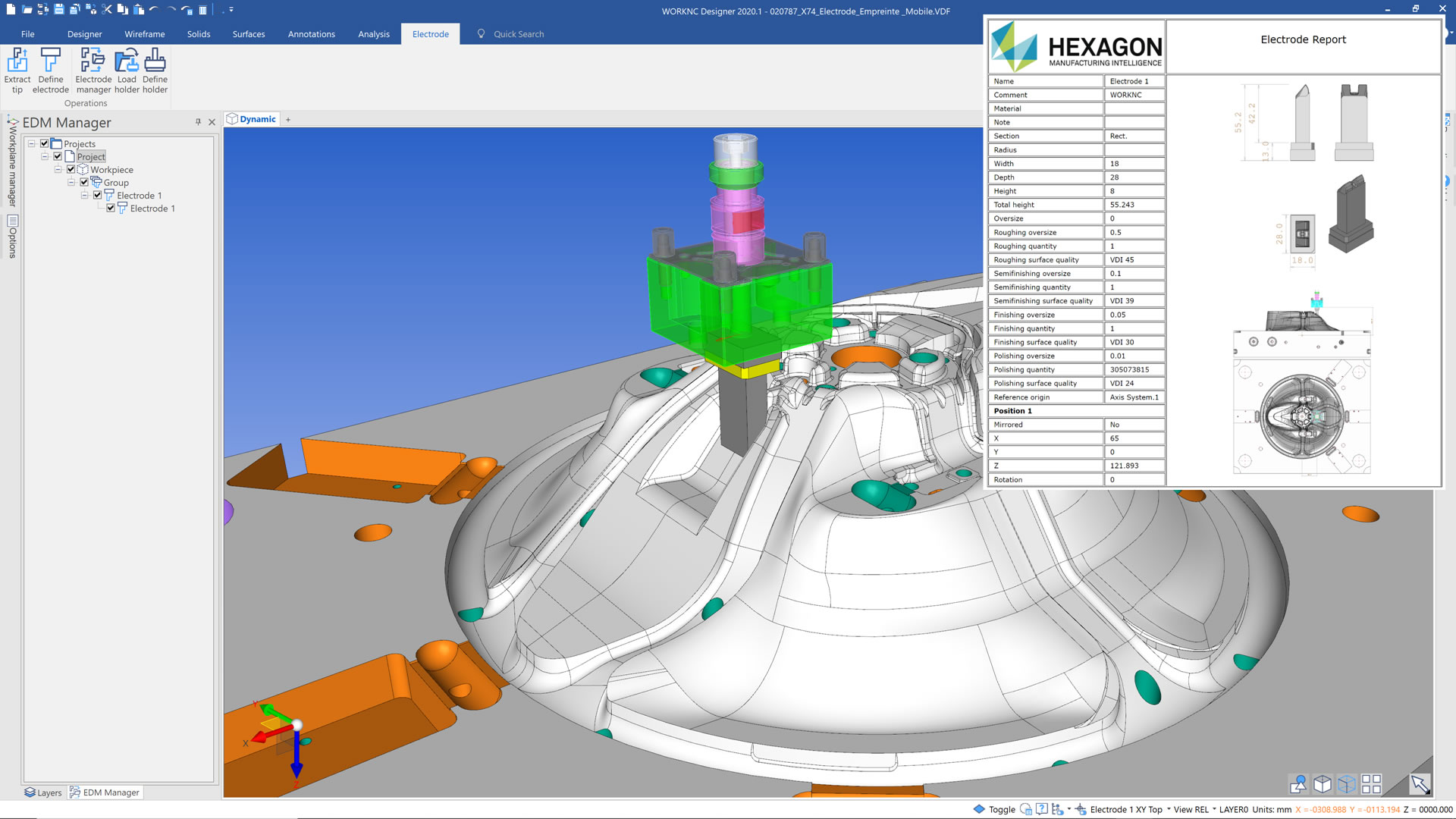
(4)辅助加工:如放电槽、拔模角处理等
4.选择合适刀具并建立刀库
根据模具材质(如P20钢、H13、铸铁等),选择球头刀、平底刀、圆鼻刀等,设定每把刀具的直径、刃长、总长、柄径、刀柄型号等信息,并存储为本地刀具库便于复用。
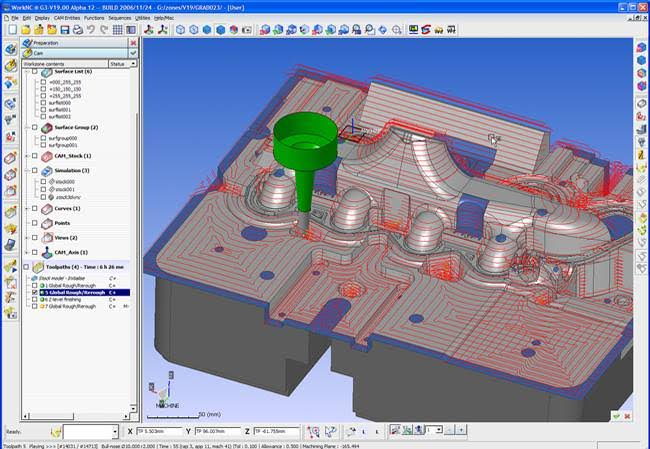
5.生成刀路并设置参数
(1)进入每道加工策略(如“等高切削”、“流线加工”、“螺旋清根”),进行如下设置:步距大小
(2)加工深度
(3)路径方向(顺铣/逆铣)
(4)进刀/退刀方式
(5)安全高度、余量等
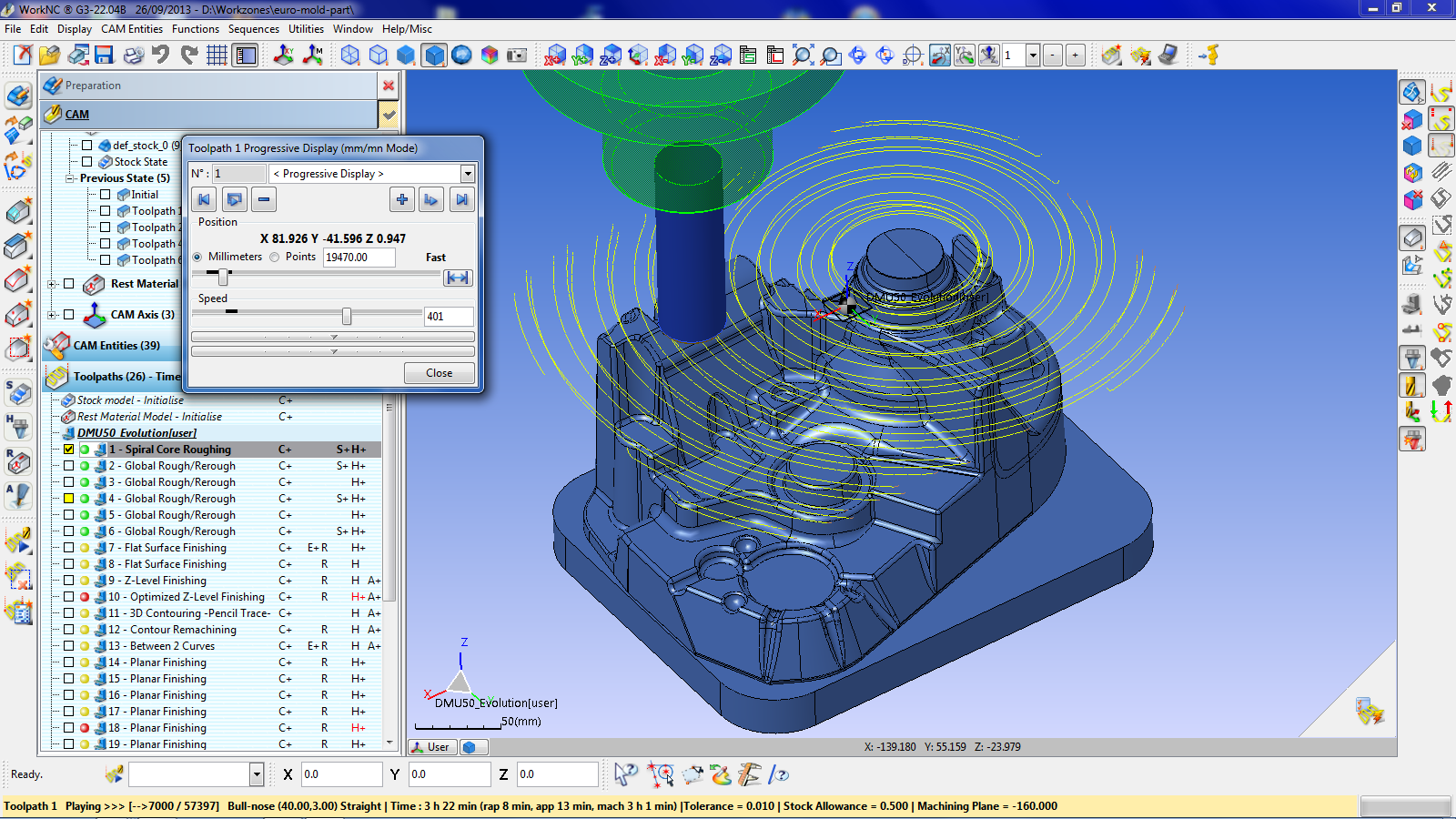
6.路径模拟与干涉检查
生成路径后,执行仿真操作(可启用三维机床模型),观察是否存在过切、悬空、撞刀或干涉问题。重点区域可放大查看,尤其是狭窄型腔与倒扣区域。
7.输出G代码并后处理
导出加工程序时,选择匹配机床品牌的后处理模板(如FANUC、HEIDENHAIN、SIEMENS),并确认输出内容包括换刀、主轴转速、进给率、冷却控制等。
8.程序验证与上机加工
将程序传入机床之前建议用仿真软件(如Vericut、NCViewer)进行二次模拟。上机后,从安全空运行逐步转入实加工,避免操作失误。
三、WorkNC如何解决程序参数缺失问题
针对“程序中某些段落参数缺失”这类常见但难以定位的问题,可从以下几个角度进行检查:
1.检查模板变量完整性
打开后处理模板,验证是否所有变量(如进给F、转速S、刀号T、刀长H)都已声明和启用。有时候模板更新后没有同步旧变量,会导致生成时参数缺失。
2.路径段配置逻辑不一致
不同刀路策略有各自的默认配置,若在某些段使用了自定义策略模板,可能未同步主路径参数。建议重新统一参数后重新生成路径。
3.参数值设定为0或空值
某些数值字段若设为0或留空,会在导出时被软件跳过。例如刀长为0,系统默认不输出H值。建议在路径参数预设中启用完整性校验。
4.路径合并/分段导出异常
将多个路径合并成一个程序时,必须启用“完整输出”选项,防止中间段默认继承导致遗漏。分段导出时每段应包含基本加工信息。
5.使用版本更新后的检查
不同版本的WorkNC在刀路格式、路径处理逻辑上会有微调。若升级软件后出现导出异常,建议重新校准后处理模板或重新设置路径逻辑。
总之,在使用WorkNC进行模具编程的过程中,遇到“WorkNC程序编号怎么没有刀长”这样的问题时,既要从软件设置出发,也要结合后处理和刀具管理进行系统性排查。而“如何用WorkNC进行模具编程”则更像是一门实践结合经验的综合技艺,需要你熟悉WorkNC提供的每一个模块,并在实战中不断迭代优化流程,才能真正做到高效、精准、可复用的编程操作。
展开阅读全文
︾
读者也喜欢这些内容:
WorkNC曲面加工怎么编刀路 WorkNC曲面加工残留台阶怎么减少
模具型腔、复杂曲面和圆角区域在编程的时候,经常碰到这么一种情况:前面的粗加工已经把大部分材料给清掉了,可等精加工跑完以后,表面还是能摸得出细密的台阶,在深浅交界的位置还能看到一小块一小块的残料没有被切干净。WorkNC这套软件可以用来给复杂曲面和实体模型做从二轴到五轴的编程,不过在编曲面刀路的时候,不能只选一种精加工方式就想从头跑到底,得根据零件上平坦区域、陡峭区域、圆角还有残料分别在这些地方的情况,拆开了来处理。...
阅读全文 >
WorkNC五轴3+2刻曲面线教程编程 WorkNC五轴加工中心后处理程序
在当前模具加工和复杂曲面零件制造行业中,五轴加工技术成为提升精度与效率的关键利器。作为主流编程软件之一,WorkNC凭借其对五轴3+2加工策略的出色支持,成为众多工程师首选。而“WorkNC五轴3+2刻曲面线教程编程,WorkNC五轴加工中心后处理程序”不仅是实操中的热点问题,也关乎编程设置是否精准、后处理输出是否合规。下面将针对这两个核心内容展开深入讲解,助力使用者全面掌握五轴编程要领。...
阅读全文 >
WorkNC后处理五轴能连接吗 WorkNC后处理后没有程序
在模具加工和复杂零件制造领域,五轴联动的高效加工能力日益重要。而WorkNC作为一款功能强大的数控编程软件,其后处理模块能否顺利支持五轴机床联接,并在处理后正确生成可执行的NC程序,是影响工厂自动化落地效率的关键因素。围绕“WorkNC后处理五轴能连接吗,WorkNC后处理后没有程序”这一主题,本文将进行详细解析帮助使用者全面提升对WorkNC的掌握程度。...
阅读全文 >
如何用WorkNC设置平面加工 WorkNC怎么设置加工路径
在模具加工或零件制造中,平面区域往往是最常见但也最基础的部分,虽然看似简单,但加工质量直接影响整个零件的装配与后续工艺。而在使用WorkNC这款高效的CAM编程软件时,如何正确设置平面加工、制定合适的加工路径策略,就成为了提升效率与品质的关键。...
阅读全文 >


