发布时间:2026-06-30 15: 22: 00
在模具、型腔,还有那些复杂曲面被加工的时候,操作者是经常会碰到WorkNC刀路策略要怎么去设置,还有刀路过切了又要怎么去检查这些问题的,WorkNC这个软件它被做出来,是要去用在2轴到5轴CNC编程这些事情上的,很多的时候都是被拿来加工模具、冲模还有工装这一类的复杂曲面,或者是实体模型,但是刀路策略这东西,不是说操作者随便去选好一个模板就算完事了,粗加工、二次开粗、半精加工、精加工、清角还有残料加工,这些个步骤全都是要拿去和毛坯、刀具、机床的行程,还有夹具的空间给对应起来的,策略要是没有被选对的话,后面就很容易会跑出来空刀、该加工的地方被漏掉、刀柄发生干涉、局部过切,或者是NC输出变得不稳定这样的情况。
一、WorkNC刀路策略要怎么去设置
要去设置刀路策略之前,操作者得先把当下加工它到底是为了什么给搞清楚,粗加工它更在意的,是材料被去掉的速度快不快,精加工更看重的,是表面被做出来的质量好不好,清角和残料加工呢,主要就是去弄那些大刀子根本够不着的地方,要是对着所有的区域全都去用同一种策略的话,刀路看着倒是挺完整的,可实际的加工效果,往往就是不太稳的。
1、先把加工对象和毛坯给确认好
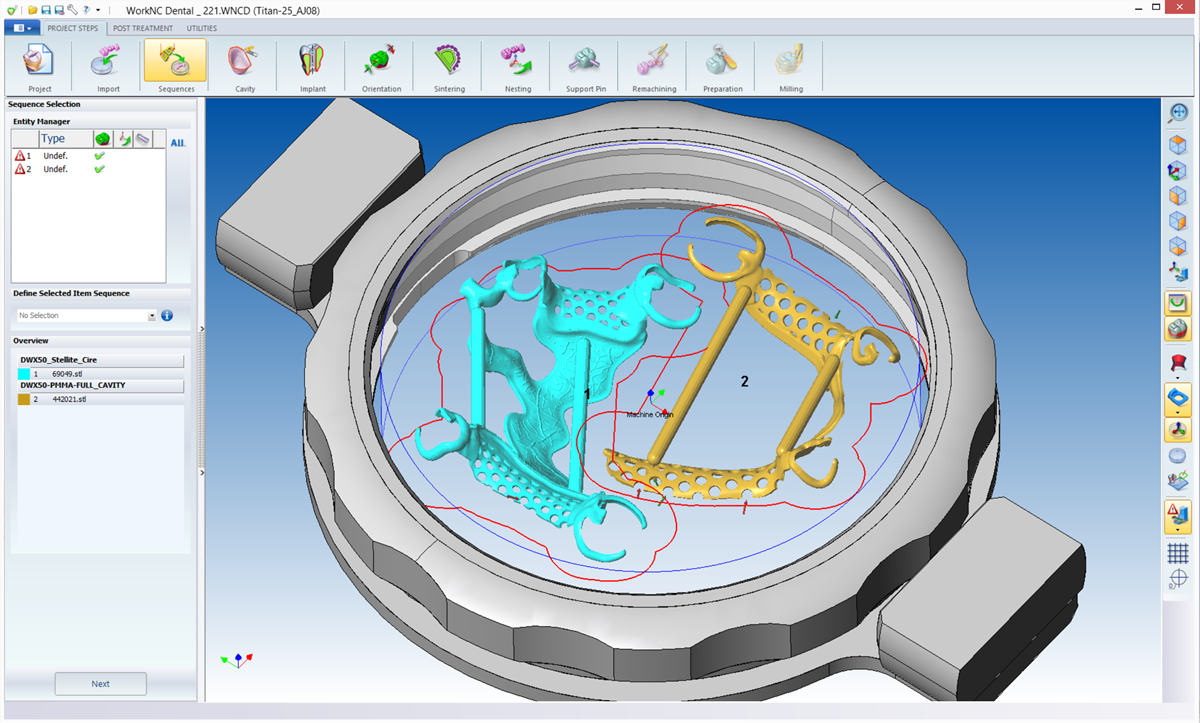
操作者要到那个工作区域,也就是【Workzone】里面去,把零件的模型、毛坯、坐标的方向、加工的区域,还有夹具的位置这些东西,都给好好确认一下,看看它们是不是对的。
这一步是会把后面刀路的边界给定下来的,毛坯的尺寸要是给弄错了,那系统算出来的下刀、退刀,还有剩下来的材料,就都会跟着一起偏掉,夹具要是没被拿进来一块儿检查,刀路就算能被生出来,真到了加工的时候,碰撞还是照样可能会发生的。
2、按照工序去把策略给挑好
粗加工是可以先朝着大余量去料和稳定切削那个方向去想的,二次开粗是被拿来清掉上一把刀剩下来的那些料的,等到了精加工的时候,再照着曲面它本来的那个形状,去挑等高、平行、投影,或者是清根这一类的策略,碰上那些深腔、陡壁,还有比较平缓的曲面,可不要把同一套参数给硬塞上去,陡峭的那片区域,它是更加适合等高那套思路的,平缓的面呢,就更加适合把步距和表面的纹理去给管好。
3、去查一查刀具和余量
刀具的直径、刃长、刀柄、切削时候的步距、加工要留下来的余量,还有安全的高度,这些个东西都是要放在一块儿去留意的,刀具要是被选得太大了,那些很细的圆角和特别窄的槽,它就根本进不去,刀具要是被选得太短了呢,深腔那块地方就会很容易撞上刀柄,余量要是被设得不合理,就有可能会叫精加工它切起来的时候负担太重,又或者是前面那一道工序,其实它早就已经切到成品的面上头去了。
二、WorkNC刀路过切的问题,要怎么去检查
过切这个毛病,不能光是拿眼睛去看刀路的线有没有穿到模型里头去,还得去看刀具的实体、刀柄、夹持的那一截,还有机床它动起来到底安不安全,WorkNC它相关的那些文档里头,也是能翻到碰撞检测的参数是怎么去设的,还有专门讲刀路碰撞检测的内容,所以在去查过切的时候,是要把模型、边界、刀具,还有仿真跑出来的结果,都拿到一块儿去判断才行的。
1、先去看刀路仿真的结果
操作者是可以靠着【Toolpath Display】或者是仿真预览的这些个功能,去把刀具它是不是有切到成品的面、切到夹具,还有毛坯外头那些根本不该被加工到的地方,都给查一查的。
要是过切它是堆在某一条边,或者某一片曲面交接的那个地界上,那通常就是要去查加工的边界、保护的面,还有余量了,可要是大块大块地切进了模型里面去,那就要先去查坐标、毛坯、刀具的半径,还有策略是不是一开始就被选错了。
2、去检查边界还有保护的区域
过切它比较常见的原因,是边界选岔了、封闭的区域没给它圈好,又或者是挨着的面没有被当成保护的区域来弄,在那种很复杂的模具里头,分型的面、镶件的边、深腔的底,还有那些小R角的位置,是最最容易跑出来这种麻烦的,检查的时候别光盯着那个整个的模型看,要把画面给放大到那些刀路不对劲的边上去,一段一段地去把它给确认下来。
3、去核对刀柄还有机床的干涉
有种情况是刀尖它倒是没有过切,可是刀柄或者夹头那块,却已经凑到工件的跟前了,WorkNC里面那些跟5轴搭边的功能,是会强调要把机器的定义给绑到一块儿去做碰撞的躲开的,特别是倒扣还有多轴加工的时候,更得去多留神机床运动的那些限制,要是仿真里面跑出来刀柄干涉的情况,那就要去想想是不是要换把长点儿的刀、把刀轴的方向调一调、把地方拆开来加工,或者是换一种装夹的招儿了。
三、WorkNC刀路出了异常,要怎么去处理才能更稳当
刀路跑出来异常,不能光靠着翻来覆去地重算去对付,重算它顶多就是把结果再给刷上一遍,是没办法把出毛病那个根儿给修过来的,比较稳当的法子,是先把出了异常的那块地方给揪出来,再去断一断它到底是模型上的事、策略上的事、参数上的事,还是后处理和机床配置那头的事。
1、回到模型里面去查曲面的质量
要是模型上头有那些破掉的面、摞在一块儿的面、特别碎的小面,或者是缝子的话,那刀路在算的时候就有可能会忽然扎下去、局部给漏掉没加工,或者边界在那跳来跳去的,碰见这种事情,就该先去把模型给补一补,或者是把那些不对劲的小面给化简一下,然后再去把刀路给重算一遍。
2、把区域给拆开来,分开去调加工的策略
同一个零件,是可以照着陡峭的地儿、平缓的地儿、深腔的地儿,还有清角的地儿,把它们拆开去分别设策略的,别为了图省几步工序,就把那些很复杂的地方一锅全给煮进一条刀路里头去,把区域给拆开弄,虽然会让工序看着是多了一点,可这样一来,余量、怎么躲开,还有表面的质量,反而能更容易被攥在手里。
3、在往外头输出以前,把检查的记录给存下来
在正式去做后处理之前,操作者最好是能把一份【刀路检查记录】给留下来,这里头可以去写上策略叫啥、用了什么刀、余量给了多少、碰撞查出来是个啥结果,还有是因为什么才动手去改的。
这么做的话,等后面机床那头瞅着有不对劲的地方了,就能比较快地回头去翻出来,到底是哪一步策略的调整把事儿给惹出来的,也就不用再从头去重新猜一遍了。
总结
总结起来,WorkNC刀路策略怎么去设,还有刀路过切的问题要怎么去查,这里头最关键的一点,就是得让加工的策略、模型的区域、毛坯、刀具,还有机床它自己那个能耐,这些东西彼此之间都合得上,设策略的时候,是要照着粗加工、二次开粗、精加工,还有清角这么几大块分开去想的,查过切的时候,是要把刀尖、刀柄、边界、保护的面,还有仿真的结果都扒拉过来过一遍的,先把有异常的那块地方给明白地定出来,然后再冲着模型、参数,或者是策略去下手去调,这么一来WorkNC的刀路它才会跑得更安稳,也才更能贴得上实际加工现场要的那个样子。
展开阅读全文
︾
读者也喜欢这些内容:
WorkNC曲面加工怎么编刀路 WorkNC曲面加工残留台阶怎么减少
模具型腔、复杂曲面和圆角区域在编程的时候,经常碰到这么一种情况:前面的粗加工已经把大部分材料给清掉了,可等精加工跑完以后,表面还是能摸得出细密的台阶,在深浅交界的位置还能看到一小块一小块的残料没有被切干净。WorkNC这套软件可以用来给复杂曲面和实体模型做从二轴到五轴的编程,不过在编曲面刀路的时候,不能只选一种精加工方式就想从头跑到底,得根据零件上平坦区域、陡峭区域、圆角还有残料分别在这些地方的情况,拆开了来处理。...
阅读全文 >
WorkNC后处理器怎么选择 WorkNC后处理输出异常怎么检查
很多人用WorkNC出NC程序时,前面的刀路算得很顺,真正容易出问题的反而是最后这一步。常见情况通常有两类,一类是后处理器一开始就没选准,机床轴系、加工类型和输出格式不匹配;另一类是后处理能跑完,但输出出来的代码在机床端或车间验证时不对。按Hexagon官方文档来看,这两件事本来就不是同一个环节处理,前者属于Postprocessor Selection和机床匹配,后者更适合回到后处理配置、输出文件组织方式和仿真验证这条线逐层检查。...
阅读全文 >
如何用WorkNC设置平面加工 WorkNC怎么设置加工路径
在模具加工或零件制造中,平面区域往往是最常见但也最基础的部分,虽然看似简单,但加工质量直接影响整个零件的装配与后续工艺。而在使用WorkNC这款高效的CAM编程软件时,如何正确设置平面加工、制定合适的加工路径策略,就成为了提升效率与品质的关键。...
阅读全文 >


