发布时间:2024-10-18 09: 00: 00
如果你在用 WORKNC 做编程加工时遇到过刀路突然闪退,或者不知道怎么优化二粗刀路,那你别着急,今天咱们就来聊聊这两个常见的问题。给你讲讲”WORKNC为什么显示刀路闪退?WORKNC怎么优化二粗刀路“。
一、WORKNC为什么显示刀路闪退?
刀路闪退说白了就是软件突然崩溃、自动关闭,特别是辛辛苦苦做了半天,结果啥都没保存,那为啥会出现这种情况呢?
主要有这么几个原因:
软件版本问题
有时候你的 WORKNC 版本太旧了,可能带着一些小 bug,特别是那些老版本。这时候建议你更新一下软件版本,新版里一般都修复了这些小问题。如果还不行,那再换个稳定点的版本试试。
电脑配置不够
WORKNC 是个挺吃电脑配置的工具,尤其是处理复杂刀路时,对内存、显卡要求挺高。如果你电脑的配置不太好,内存小、显卡一般,就可能导致软件闪退。所以,想办法升级一下电脑配置,比如加点内存或者换个好显卡,可能问题就解决了。
文件有问题
还有一种情况就是你导入的文件有问题,可能是模型不完整或者文件损坏,导致软件处理的时候崩溃了。你可以换个文件格式再导入看看,看看是不是文件问题引起的。
内存不足或者缓存溢出
如果你在 WORKNC 里长时间处理非常复杂的刀路,软件会占用大量的内存和缓存,时间一长就可能出现内存不够用,进而导致崩溃。所以,定时保存工作、关闭不必要的程序、重启软件都能帮助减少这种情况的发生。
二、WORKNC怎么优化二粗刀路
二粗刀路在加工中是很重要的一步,处理得好能节省时间,还能提高加工质量。如果没处理好,那就可能事倍功半。
有几个小技巧可以让二粗刀路优化到最好:
调整进刀深度和切削宽度
进刀深度太大,刀具的负担会增加,时间拖得长,还可能损坏刀具。而切削宽度太小,虽然稳,但加工时间会拖长。所以你需要根据实际情况,找一个合适的进刀深度和切削宽度,这样刀路既稳又高效。
选对加工路径
WORKNC 提供了多种加工路径,比如螺旋切削、往返切削等。如果零件形状复杂,螺旋切削就比较适合,它可以避免频繁的抬刀;而对于规则零件,往返切削就会更高效。
减少刀具抬升动作
刀具每次抬起来再放下都很费时间,还容易磨损刀具。所以,在编程时尽量减少刀具的抬升动作,优化路径让刀具顺顺当当地工作,这样效率会高不少。
设置合适的刀具参数
刀具的参数设置也很重要。WORKNC 里有很多不同的刀具,根据你的工件材料和需求,选择合适的刀具,调整好切削速度和进给速度,二粗刀路会更顺畅。
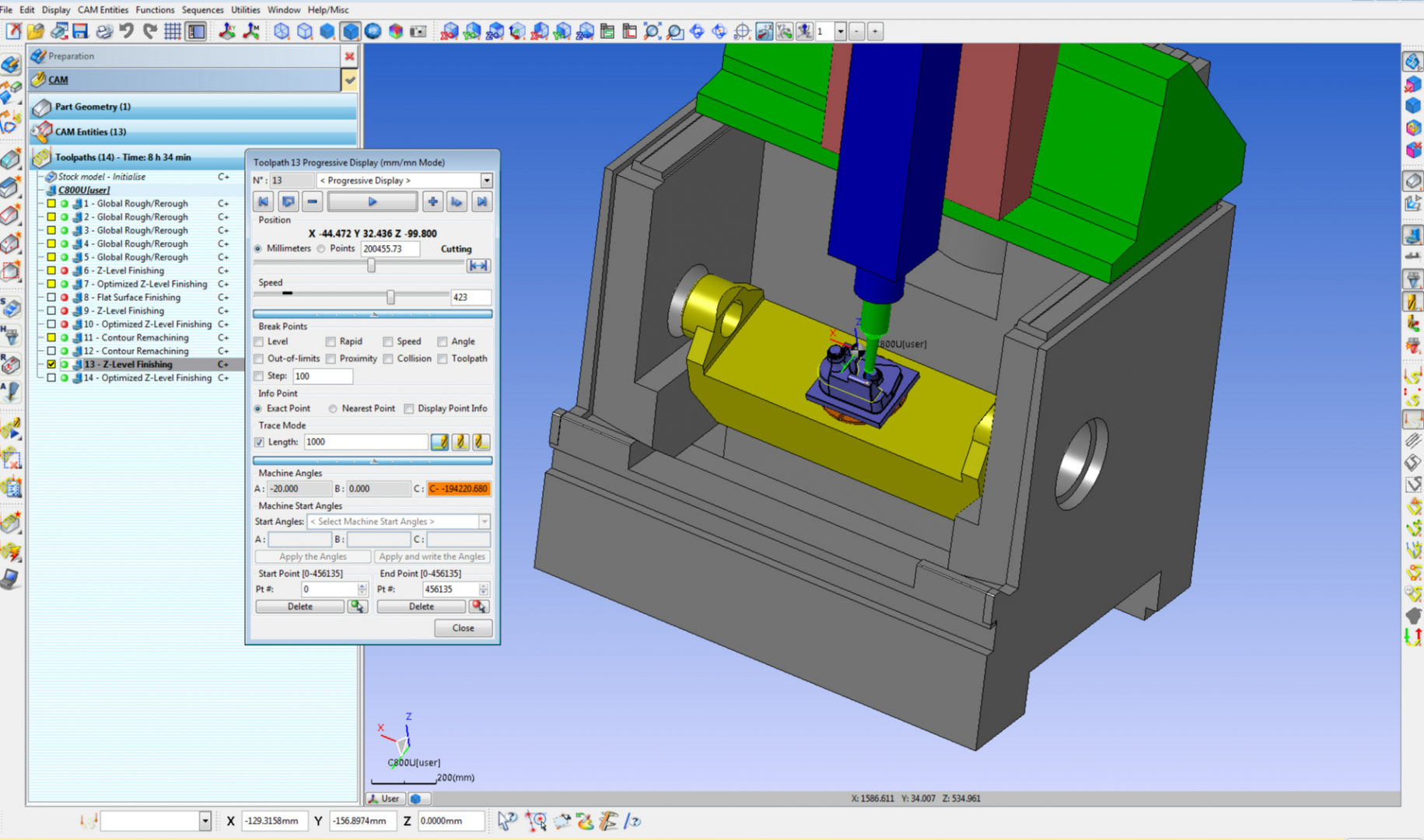
三、WORKNC如何全局精加工
全局精加工是最后的加工步骤,决定了工件的表面质量和精度。
有几个实用的方法可以帮你把全局精加工做得更好:
选择适合的精加工策略
WORKNC 里有几种不同的精加工策略,比如平行铣削、螺旋切削等。对于平面工件,平行铣削能快速搞定;对于曲面工件,螺旋切削则更适合,能让表面更加光滑均匀。
调节切削步距和进给速度
切削步距越小,表面会越光滑,但加工时间也会相应增加。所以你可以根据工件的具体要求,找到一个合适的步距和进给速度,既能保证加工质量,又不会浪费太多时间。
使用合适的刀具
精加工和粗加工不一样,精加工需要更锋利、更精准的刀具。WORKNC 的刀具库提供了很多选择,你可以根据实际情况选择合适的刀具,确保精加工质量。
模拟刀路检查
在实际加工之前,你可以用 WORKNC 的刀路模拟功能来检查刀具路径,这样可以提前发现问题,减少实际加工时出错的风险。
四、总结
通过这篇文章,我们聊了“WORKNC为什么显示刀路闪退?WORKNC怎么优化二粗刀路”这些常见的问题。通过软件更新、优化电脑配置、设置合理的刀路和加工策略,你就能减少问题的发生,提高加工效率。如果你遇到了这些问题,希望这篇文章能给你提供一些有用的建议。
展开阅读全文
︾
读者也喜欢这些内容:
WorkNC如何减少刀具磨损 WorkNC如何避免刀路跳刀
在数控加工中,刀具磨损和跳刀可以说是特别让人头疼的问题,尤其是在加工硬材料或者复杂曲面时,刀具磨损特别快,跳刀也频繁,搞得加工效果很差。还好,WorkNC有不少实用的小技巧,可以有效减少磨损和避免跳刀。...
阅读全文 >
WorkN计算速度太慢了?WorkNC怎么设置计算刀路时间
相信不少做数控的朋友应该都用过WorkNC,它可以帮我们做刀路规划、模型处理,是工作中必不可少的工具。但有时候,大家可能会遇到一个问题——WorkN计算速度太慢了?WorkNC怎么设置计算刀路时间,尤其是在计算刀路时,那这该怎么办呢?...
阅读全文 >
worknc后处理输出注释?worknc后处理制作教程
好啦,今天我们来聊聊工作中最容易让大家头疼的事——数控加工里的后处理。你没听错,就是那个将所有刀具路径转成G代码的过程。尤其是用worknc这款软件的时候,很多朋友都会有疑问“worknc后处理输出注释?worknc后处理制作教程”,别担心,今天我就跟大家聊一聊这几个问题,保证你看完这篇文章后,后处理不再是难题!...
阅读全文 >
worknc软件怎么旋转工件?worknc怎么设置旋转锁定
大家用worknc做加工编程的时候,有没有觉得最基础的操作,比如旋转工件、设置锁定方向,或者调整坐标系,有时候反而最让人头疼?其实,这些功能都挺简单,只是用得少了难免不熟练。今天我们就来聊聊worknc软件怎么旋转工件?...
阅读全文 >


